 评价;2)接装胶施胶量随喷胶压力升高而增加、随车速升高而减少,施胶量与滤嘴通风率呈显著负相关.因此,控制施胶量有利于提高滤嘴通风率的稳定性,进而提升卷烟生产均质化水平.
评价;2)接装胶施胶量随喷胶压力升高而增加、随车速升高而减少,施胶量与滤嘴通风率呈显著负相关.因此,控制施胶量有利于提高滤嘴通风率的稳定性,进而提升卷烟生产均质化水平.
中图分类号:TS452 文献标识码:A DOI:10.3969/j.issn.2096-1553.2019.06.005
文章编号:2096-1553(2019)06-0033-07
关键词:成品卷烟;接装胶施胶量;固含量;滤嘴通风率
Abstract:In order to realize the determination of the sizing amount of tipping glue to the finished cigarette,the factors affecting the sizing amount of tipping glue and the relationship with the ventilation rate of the filter were studied in depth,and the glue based on the cementing content in the cigarette was established. The determination factors were optimized,and the sizing amount measurement method was determined based on the solid content of glue.The results showed that this method had high precision and good repeatability, and could effectively distinguish the difference in the sizing amount with different production conditions under the number of cigarette 20,drying temperature 100 ℃ anddryingtime 2 h,which could be applied to the detection and evaluation of the sizing amount of finished cigarettes.The sizing amount of tipping glue increased with the pressure of the glue,and decreased with the increase of the speed.There was a significant negative correlationbetweenthe sizing amount of tipping glue and the ventilation rate of the filter. Therefore,the formulation of the sizingamountcontrol standard is conducive to improving the stability of the filter ventilation rate and further improve the homogenization level in cigarette prduction.
0 引言
接装胶施胶量及其稳定性是影响成品卷烟接装质量、滤嘴通风率的重要因素,因此,施胶量控制问题日益受到关注.相关研究主要包括施胶量的检测方法[1-3]、对卷烟质量的影响[4-5]、在线检测及控制技术研究 [1,6-8]等.此外,邢军等 [9]利用碘遇淀粉变色的原理发明了一项确定通风滤嘴打孔接装纸未施胶区域的方法.夏营威等[10]发明了一种通过图像处理技术评价涂胶区域位置及涂胶均匀性的方法.张晶等[11]建立了一种基于图片处理测定接装胶自然渗透率的方法.这些研究有助于深层次地揭示施胶量影响滤嘴通风率的机理.
已报道的施胶量检测方法包括消耗产出计算法、胶桶下胶量法、跑片法、接装纸上胶量法等.其中,消耗产出计算法和胶桶下胶量法均是根据胶液用量和对应产烟量来计算单支卷烟接装胶用量,测量误差较大;跑片法和接装纸上胶量法是根据涂抹胶液前后接装纸的质量差来计算单支卷烟的接装胶用量,为了得到涂胶后的接装纸,需要对接装机实施空转等特殊操作.上述方法均未实现直接针对成品卷烟接装胶用量的测定,这在一定程度上制约了施胶量评价、分析、控制技术研究的深入开展.鉴于此,本文拟建立一种基于成品卷烟中接装胶固含量的施胶量测定方法,以喷胶压力和车速为诱导因素,改变Protos卷烟机的施胶量,研究其与滤嘴通风率的关系,以期为滤嘴通风率稳定性控制技术的研究提供参考.
1 材料与方法
1.1 材料、仪器与设备
1.1.1 卷烟样品 软玉溪卷烟及对应的成型纸、滤棒,由云南中烟工业有限责任公司提供.
1.1.2 仪器和设备 SQP型电子天平,德国Sartorius公司产;DH89鼓风干燥箱,上海一恒科学仪器有限公司产;24CM真空干燥器,上海书培实验设备有限公司产;DT-5型卷烟/滤棒物理综合测试台、RM20H型吸烟机,德国Borgwaldtkc公司产;Protos型卷烟机,德国豪尼公司产.
1.2 实验方法
1.2.1 样品制备
卷烟机开机前,从接装纸纸盘中截取适当长度(L)的接装纸样品,待机器正常运行后连续抽取卷烟样品n支、同时抽取滤棒样品m支.
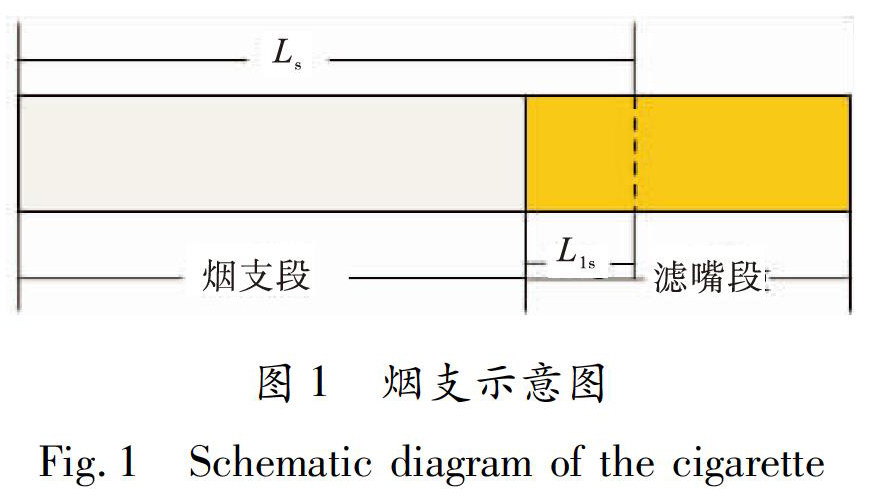
将卷烟样品从接装部位分切成烟支段和滤嘴段(如图1所示),将滤嘴段径向剖开,除净其中的烟丝和丝束,得到接装后的滤嘴段纸张组合体;将烟支段径向剖开,除净其中的烟丝,得到接装前卷烟纸样品.将滤棒样品径向剖开,除净其中的丝束,得到接装前成型纸样品.
1.2.2 接装胶施胶量测定方法 为了尽量保持接装前、后各种纸张的对应性,并减小卷烟纸、成型纸上的搭口胶对测量结果的影响,从与卷烟样品对应的纸盘中抽取接装纸样品,从与卷烟样品同步抽取的滤棒中获取成型纸样品,从卷烟样品的烟支段获取卷烟纸样品.此外,通过烘干方式减小纸张含水率波动对测量结果的影响.施胶量测定步骤和方法如下.
1)样品烘干与称量.将4个铝盒置于电热鼓风干燥箱内,100 ℃烘干1 h,然后转置于干燥器内冷却0.5 h后称其质量;将n支卷烟样品的滤嘴段纸张组合体和接装前卷烟纸、成型纸、接装纸样品分别放入4个铝盒内,将其置于电热鼓风干燥箱内,100 ℃烘干2 h,然后转置于干燥器内冷却1 h后称其质量.
2)计算单支卷烟接装后滤嘴段纸张的质量.
将滤嘴段纸张组合体的称量值除以n,记为单支卷烟滤嘴段纸张的质量(m1).
3)计算单支卷烟接装前滤嘴段卷烟纸、成型纸、接装纸质量.
卷烟纸质量计算公式为
式中,m01为单支卷烟接装前滤嘴段卷烟纸质量/mg,m0p为n支卷烟烟支段卷烟纸质量/mg,Ls为烟支长度设计值/mm,L1s为烟支接装长度设计值/mm.
成型纸质量计算公式为
式中,m02为单支卷烟接装前滤嘴段成型纸质量/mg,m0f为m支滤棒的成型纸质量/mg,df为每支滤棒对应卷烟样品支数.
接装纸质量计算公式为
式中,m03为单支卷烟接装前滤嘴段接装纸质量/mg,m0j为接装前长度为L的接装纸质量/mg,L为截取接装前接装纸的长度/mm,Ljs为接装纸裁切长度设计值/mm.
4)计算单支卷烟接装胶固含量.单支卷烟中接装胶固含量为
1.2.3 接裝胶施胶量测量条件优化方法 由施胶量测量方法可知,烟支数量和烘干时间是影响测量结果精准度的两个主要因素.由于单支卷烟接装胶固含量非常微小,单次测量时的烟支数量宜多不宜少,越多越有利于减小称量误差、提高测量结果的精准度.但随着烟支数量的增加,不仅会增加样品消耗量,测量工作量及耗时也会增加;延长烘干时间有利于减小滤嘴段各组分(接装胶、接装纸、卷烟纸、成型纸)含水率波动造成的测量误差,但时间过长会使测量耗时过长.因此,有必要对施胶量测量条件进行优化,具体方法为:采用同一生产条件下的卷烟样品,基于前期实验的结论,固定烘干温度100 ℃不变,通过单因素试验分别确定最佳烟支数量(水平梯度依次为10支、20支、30支、40支、50支)和最佳烘干时间(水平梯度依次为0.5 h,1.0 h,1.5 h,2.0 h).
1.2.4 接装胶施胶量和滤嘴通风率关系研究方法
喷胶压力和车速等因素可以直接影响接装胶施胶量,进而影响滤嘴通风率.基于上述接装胶固含量的直接测定方法,以喷胶压力和车速为诱导因素改变卷烟机施胶量,进而研究施胶量与滤嘴通风率的关系.
1)对于采用喷胶方式的Protos型卷烟机而言,喷胶压力是影响施胶量的重要因素,既会影响施胶量的大小又会影响施胶量的稳定性.固定机台和车速,研究喷胶压力对施胶量和滤嘴通风率的影响.水平梯度依次为(两侧喷嘴压力/中心喷嘴压力)400 hPa/700 hPa,500 hPa/800 hPa,600 hPa/1000 hPa,700 hPa/1200 hPa,900 hPa/1400 hPa.在每水平下取样约500支,按1.2.2测定施胶量,按《卷烟通风率检测设备通用技术条件》(YC/T 546—2016)、《卷烟用常规分析用吸烟机测定总粒相物和焦油》(GB/T 19609—2004)、《卷烟总粒相物中烟碱的测定气相色谱法》(GB/T 23355—2009)、《卷烟 烟气气相中一氧化碳的测定 非散射红外法》(GB/T 23356—2009)分别测定滤嘴通风率、焦油含量、烟碱含量和一氧化碳含量.
2)固定机台和喷胶压力,研究车速对施胶量和滤嘴通风率的影响.水平梯度依次为7000支/min,8000支/min,9000支/min,10 000支/min,11 000支/min,12 000支/min.取样及测量方法同1.2.2.
1.3 数据分析方法
利用SSPS数据分析软件对实验数据进行分析,主要分析方法包括方差分析、LSD多重比较、相关分析等.
2 结果与分析
2.1 接装胶施胶量测量方法可行性分析
为了评价测量方法的可行性,抽取同一班次8台卷烟机的卷烟样品,并检测接装胶固含量,结果见表1(其中测量条件为样品数量50支,烘干温度100 ℃,烘干时间2 h).由表1可知,相同机台、5次重复测量结果的RSD为2.28%~5.45%,且绝大部分小于5%,说明该方法的精密度较高,重复性较好.不同机台接装胶固含量为4.325~6.077 mg/支,极差为1.752 mg/支.虽然机台间接装胶的绝对差异十分微小,但单因素方差分析结果表明,机台间施胶量存在极显著差异(P=0.000);LSD多重比较结果表明,差异体现在多数机台之间,达到显著(P<0.05)或极显著(P<0.01)差异时的平均施胶量差值分别为0.271~0.314 mg/支和0.341~1.752 mg/支,说明该方法能够有效区分不同机台接装胶施胶量的微小差异.
可见,该方法的精密度较高、重复性好,并且能够有效区分不同生产条件下接装胶施胶量的微小差异,可用于接装胶施胶量稳定性评价、接装胶施胶量对滤嘴通风率的影响规律的进一步研究.
2.2 接装胶施胶量测量方法优化结果
由2.1实验结果可知,当烟支数量为50支、烘干时间为2 h时,测量结果的精准度虽可以满足要求,但存在耗时较长、样品消耗较大的问题.因此,笔者进一步考察了烟支数量和烘干时间对测量结果精准度的影响.
表2为烟支数量分别取10支、20支、30支、40支、50支时的接装胶固含量检测结果.由表2可知,随着烟支数量减少,RSD有升高趨势,但均未超过5%,而接装胶固含量平均值呈升高趋势.方差分析结果表明,烟支数量对平均值有极显著影响(P=0.003),LSD多重比较结果则表明差异主要表现在10支与20~50支之间.表3为烘干时间分别取0.5 h,1.0 h,1.5 h,2.0 h时的接装胶固含量检测结果.由表3可知,随着烘干时间的缩短,RSD呈升高趋势,且当烘干时间为0.5 h时RSD>5.0%,而接装胶固含量平均值呈升高趋势,与2.0 h的绝对偏差也呈升高趋势.方差分析结果表明烘干时间对平均值的影响不显著(P=0.241),但LSD多重比较结果表明0.5 h,1.0 h与2.0 h之间差异接近显著水平(P=0.091和0.080),说明烘干时间对平均值也有一定影响.综上可知,选取烟支数20支,烘干温度100 ℃,烘干时间2 h作为优化后的测量条件.
2.3 接装胶施胶量与滤嘴通风率关系研究
2.3.1 喷胶压力对施胶量和滤嘴通风率的影响 表4为保持车速不变,改变喷胶压力时施胶量、滤嘴通风率及烟气指标测定结果.由表4可知,随着喷胶压力的升高,施胶量增加,滤嘴通风率降低,施胶量和滤嘴通风率标偏则呈先降低后升高趋势;喷胶压力由400 hPa/700 hPa变化至900 hPa/140 hPa施胶量平均升高79.4%,滤嘴通风率平均降低23.9%.以喷胶压力和实验轮次为变量进行双因素方差分析,结果见表5和表6,相关分析结果见表7.上述结果表明,喷胶压力对施胶量和滤嘴通风率的影响均为极显著(P=0.000和0.002);施胶量与滤嘴通风率呈显著负相关,与焦油、烟气烟碱、CO量呈极显著或显著正相关.综上所述,接装胶施胶量是影响滤嘴通风率,进而影响烟气指标的重要因素,随着施胶量的增加,滤嘴通风率降低,焦油等烟气成分释放量升高.
2.3.2 车速对施胶量和滤嘴通风率的影响 保持喷胶压力不变,不同车速时的施胶量和滤嘴通风率的测定结果见表8,其相关性分析结果见表9.由表9可以看出,施胶量与车速间呈极显著负相关,与滤嘴通风率间呈显著负相关.随着车速升高,施胶量减小,可能是接装纸受胶时间减少所致.相对于喷胶压力,车速变化引起的施胶量和滤嘴通风率变化幅度均较小,车速由7000支/min增至12 000 支/min,施胶量由3.796 mg/支降低至3.158 mg/支,滤嘴通风率由12.1%升高至14.0%.
3 结论
本文建立了一种基于固含量的卷烟接装胶施胶量的直接测定方法,并对测定条件进行了优化.当检测烟支数为20支,烘干温度为100 ℃,烘干时间为2 h时,测量结果的精准度能够满足质量检测要求.以该测定方法为基础,研究了喷胶压力和车速对施胶量和滤嘴通风率的影响.结果表明,随着喷胶压力的升高,施胶量增加,滤嘴通风率降低,施胶量和滤嘴通风率标偏则呈先降低后升高趋势;随着车速的升高,施胶量减小、滤嘴通风率提升,相对于喷胶压力,车速变化引起的施胶量及滤嘴通风率变化幅度均较小.
改变喷胶压力或车速后,施胶量的变化趋势与预期一致,这说明基于固含量的施胶量测定方法不仅精密度高,且能准确测定施胶量.施胶量是影响滤嘴通风率的重要因素之一,随着施胶量的增大,滤嘴通风率降低,且施胶量变化幅度越大,滤嘴通风率变化越明显.所以,控制施胶量有利于提高滤嘴通风率的稳定性,进而提升卷烟均质化水平.
参考文献:
[1] 王爱成.一种卷烟机供胶装置:201120539349.4[P].2012-09-05.
[2] 鲁才略.卷烟搭口上胶装置:200820082431.7[P].2008-11-19.
[3] 高明奇,冯晓民,李明哲,等.一种测量单支卷烟接装胶上胶量的方法: 201510210894.1[P].2015-07-22.
[4] 舒奎武,李宪成,于帅,等.卷烟机产生烟支表面水渍、黄斑问题分析与处理[J].轻工科技,2015(12):69.
[5] 姚二民,郭乃伟,张超帅,等.接装纸涂胶量对卷烟滤嘴通风率的影响[J].湖北农业科学,2016,55(19):5161.
[6] 钦华.电容式卷烟机水松纸在线上胶量检测装置[J].科技视界,2013(21):74.
[7] 叶松涛.接装纸涂胶在线检测及剔除系统的设计应用[J].烟草科技,2012(3):25.
[8] 常敏,张平,周军,等.利用光谱技术快速检测烟胶的研究[J].应用激光,2011,31(1):86.
[9] 邢军,李晓辉,唐纲岭,等.一种确定通风卷烟滤嘴上打孔接装纸未施胶区域的方法:200710193094.9[P].2008-05-14.
[10]夏营威,严志景,范黎.等.卷烟接装纸涂胶位置检测方法:201510659480.7[P].2015-12-23.
[11]张晶,马晓伟,冯欣,等.接装胶及接装纸种类对胶水渗透性的影响[J].食品与机械,2018,34(6):98.
相关热词搜索: 卷烟 测定 通风 成品 含量